|
6605553 |
|
||||||||||||||||||||||||||||||||||||||||||||
TIME-SERT® PROFESSIONAL FORD SPARK PLUG M14x1.25 THREAD REPAIR KIT
Repairs ford heads with a straight section between the threads and taper seat.
Models F-150 can be 1.9, 3.0, 4.6, 5.4, 6.8 liter engines. (click here for
inserts type)
Used in 2 valve or 4 valve heads
WORLD'S
BEST FORD SPARK PLUG THREAD REPAIR KIT P/N 6605553
Your permanent repair for Ford spark plug blow outs.
|
6605553 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
Repair video on section view head
|
INSTRUCTIONS
The only 100% way to know the valves are not open is to remove the valve cover and inspect
the cam, making sure that it is not depressing the valves on the damaged spark plug hole.
This kit
not recommend for holes larger than .640 inches or 16.3mm
An optional way to check that the valves are closed, this is a 2 man job.
Have someone turn the engine over by hand with a 18mm socket from the front of the engine.
Turn the engine over until it is going up on the compression stroke. Place your thumb at the
top of the spark plug hole at the same time to block off the air. When you feel the engine
compression stop pushing air against your thumb the piston will be top dead center. Turn the
engine a little more to be on the down stroke, both valves should be closed at this point, and
the piston should be out of the way.
-------------------------------------------------------------------------------------------------------------------------------------
| PAGE 1 | |
 |
 |
|
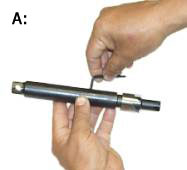
A: Using the wrench provided, tighten the set screw to secure the counterbore in place. Counterbore the
hole to the full depth permitted by the tool
P/n 66255518 picture A: until the counterbore bottoms out on
the hole and spins freely. |
|
 |
 |
|
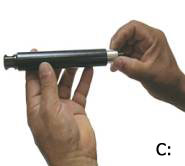
Ream the hole picture C: until black "Stop Collar" touches head. When you start getting close to the stop collar coming in contact with the head, you will want to clean the chips from the reamer so you will have a positive stop on the head without having any chips interfering. The reamer should spin very freely when the collar touches the head. |
|
|
|
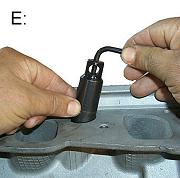
TAP THE HOLE Tap the hole with the wrench provided. There is a pilot at the front of the tap to help guide it straight into the hole. Use contact or break cleaners to thoroughly clean out any remaining chips and oil. |
|
Mechanics Tip 1: Packing the flutes with grease will help to catch any stray chips from going into the cylinder. Mechanics Tip 2: Using a shop-vac with a thin hose taped to the nozzle is helpful removing any remaining chips in the cylinder. |
|
 |
 |
|
|
 |
 |
Screw the insert into the hole until the flange of the insert is seated into the head. |
|
 |
 |
|
|
 |
 |
|
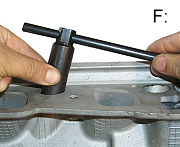
INSERT THE DRIVER TOOL Using the wrench provided, place the driver tool into the square and tighten the setscrew to secure the driver in place. Oil the bottom threads of the insert driver with a few drops of driver oil. |
|
 |
 |
|
Screw the driver into the insert. The driver will cold form the last few threads of the insert. This is approx. 10 full turns.
While screwing the driver into the insert you will feel the driver start to tighten up, with
|
|



